
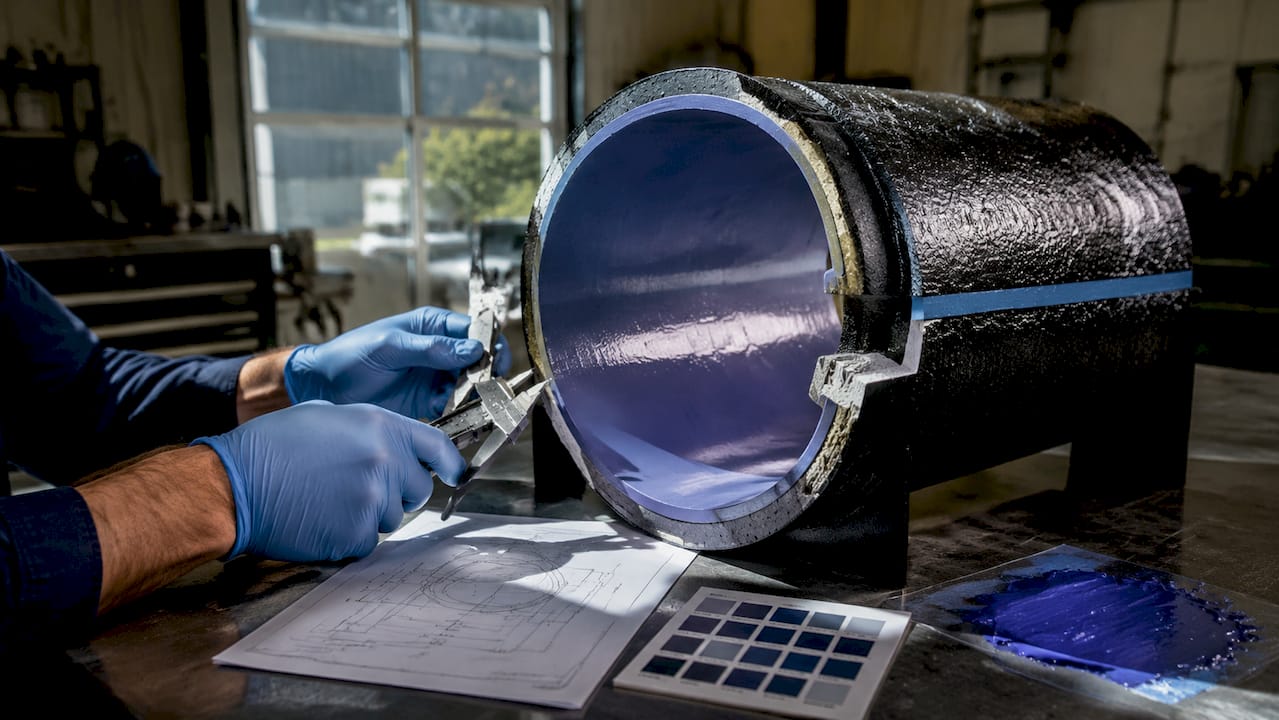
Pipe coating is defined as the application of protective materials to the internal or external surfaces of pipes to prevent corrosion, chemical attack, and physical wear. Without this protection, buried steel or concrete pipes face moisture, oxygen, and soil chemicals that cause rapid deterioration. High-quality pipe coatings can extend service life beyond 50 years, compared to just 10–15 years for uncoated pipes in harsh conditions. That difference represents decades of avoided repairs, reduced downtime, and lower long-term costs for homeowners, commercial operators, and municipal utilities alike.
What is pipe coating and why does it matter for your pipes?
Pipe coating is the industry's primary defense against corrosion, the leading cause of pipeline failure worldwide. Coatings create barriers against moisture, oxygen, and soil chemicals, effectively preventing the pitting and rust that weaken pipe walls over time. This applies equally to buried water mains, sewer laterals, oil transmission lines, and the drain pipes beneath your home's foundation.
The two recognized categories are external coatings and internal linings. External coatings protect the outer pipe surface from soil, groundwater, and mechanical damage during installation. Internal linings protect the bore from the fluid flowing through it, whether that fluid is drinking water, wastewater, or industrial chemicals. Both categories use different materials and serve distinct but complementary functions.
Proper coating also works alongside cathodic protection (CP) systems. External coatings reduce CP current demand by shielding steel from direct exposure, which means the electrical system protecting buried metal has far less work to do. The combined approach is the standard for transmission pipelines and is increasingly applied to municipal distribution networks and residential sewer laterals.
What are the main types of pipe coatings and their typical applications?
Pipe coating materials divide into several well-established families, each suited to specific environments and performance requirements.
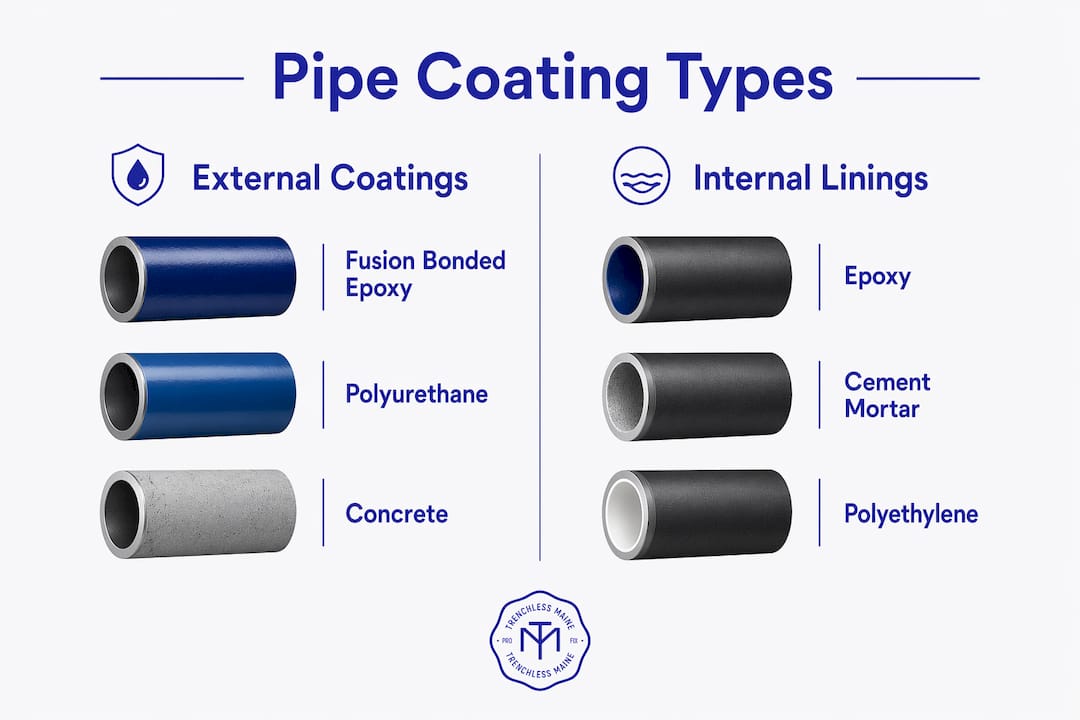
External coating types
Fusion Bonded Epoxy (FBE) is the most widely specified external coating for steel transmission pipelines. It bonds chemically to the pipe surface and resists cathodic disbondment, making it reliable in wet, corrosive soils. Three-layer polyethylene (3LPE) systems add a layer of adhesive and a thick polyethylene jacket over an FBE primer, giving superior mechanical protection during trench installation. Coal tar enamel, an older standard, is still found on legacy water and gas mains but has largely been replaced by FBE and 3LPE in new construction.
Polyurethane coatings offer flexibility and abrasion resistance, making them a practical choice for pipes subject to movement or impact. They are common on offshore pipelines and in cold climates where ground movement stresses the pipe.
Internal lining types
Epoxy linings are the dominant choice for internal protection. They bond tightly to the pipe wall, resist a wide range of chemicals, and produce a smooth surface that improves flow. Cement mortar lining is standard for large-diameter water mains, where its alkaline chemistry passivates the steel beneath it. Polyurethane internal coatings handle high-temperature and chemical-exposure applications in industrial settings.
The table below summarizes the most common types, their key advantages, and where they are typically used.
| Coating Type | Key Advantage | Typical Application |
|---|---|---|
| Fusion Bonded Epoxy (FBE) | Chemical bond, cathodic disbondment resistance | Steel transmission pipelines, gas lines |
| Three-layer polyethylene (3LPE) | Mechanical protection, moisture barrier | Buried oil and gas pipelines |
| Epoxy lining (internal) | Chemical resistance, smooth bore | Water mains, sewer laterals, industrial pipes |
| Cement mortar lining | Alkaline passivation, low cost at scale | Large-diameter municipal water mains |
| Polyurethane (internal/external) | Flexibility, abrasion resistance | Offshore lines, cold-climate buried pipes |
| Coal tar enamel | Legacy corrosion barrier | Older water and gas distribution systems |
For residential sewer lines, epoxy pipe lining delivers the same corrosion protection used in large-scale infrastructure, applied without excavating your yard.
How is pipe coating applied and inspected?
Application method depends on the coating type, pipe diameter, and whether the work happens in a factory or in the field. Factory application produces the most consistent results because environmental conditions are controlled.
The standard process for FBE coatings follows these steps:
- Surface preparation. The pipe exterior is abrasive blasted to a near-white metal finish (typically SSPC-SP10 or ISO 8501-1 Sa 2.5). Any mill scale, rust, or contamination is removed completely. Surface cleanliness at this stage determines coating adhesion.
- Preheating. The pipe is heated to the manufacturer's specified temperature, usually between 180°C and 250°C, so the powder cures by residual heat after application.
- Electrostatic powder application. FBE is electrostatically sprayed onto the hot pipe surface, where it melts, flows, and cures into a continuous film. The electrostatic charge draws powder uniformly to the surface, minimizing thin spots.
- Curing and cooling. The pipe passes through a curing zone and then a water quench. Improper curing causes water absorption or brittleness that compromises long-term protection.
- Dry film thickness (DFT) measurement. FBE coatings require a DFT of 350–500 microns for transmission pipelines. Technicians use calibrated magnetic gauges to verify thickness at multiple points along each pipe joint.
- Holiday detection. AMPP SP0188 high-voltage spark testing passes an electrode along the coated surface. Any pinhole or thin spot completes the circuit and triggers an alarm. These defects, called holidays, are repaired before the pipe leaves the facility.
- Field joint coating. After pipes are welded together in the trench, the bare weld area receives a compatible field-applied coating. This step is critical because field joints cover only 1–3% of the pipe surface area yet cause a disproportionate share of corrosion failures when inadequately coated.
For internal applications in existing pipes, trenchless methods like Cured-In-Place Pipe (CIPP) lining apply a resin-saturated liner to the bore without excavation. CIPP pipe lining is the standard trenchless approach for sewer repair in residential and municipal systems across Maine.
Pro Tip: Humidity and ambient temperature during field joint coating are the two most common causes of adhesion failure. Always verify dew point conditions before applying any field coating. If the pipe surface temperature is within 3°C of the dew point, stop work and wait.
What are the benefits of pipe coating for longevity, efficiency, and maintenance?
The benefits of pipe coating extend well beyond simply slowing rust. A properly coated pipe system delivers measurable gains across three areas: service life, operating efficiency, and maintenance cost.
Internal pipe coatings reduce hydraulic friction, which lowers pump energy consumption and operational costs over the life of the system. A smoother bore means water or wastewater moves with less resistance, reducing the energy your pumping station or municipal utility spends every day. Over decades, those energy savings add up to a significant return on the initial coating investment.
The core benefits include:
- Corrosion prevention. Coatings block moisture, oxygen, and aggressive soil chemicals from reaching the pipe wall, stopping electrochemical corrosion before it starts.
- Extended service life. Properly coated pipes routinely exceed 50 years of service, compared to 10–15 years for uncoated pipes in corrosive environments.
- Reduced maintenance costs. Fewer leaks and failures mean fewer emergency repairs, less excavation, and lower labor costs over the pipe's lifetime.
- Flow efficiency. Smooth internal linings reduce friction losses, cutting pump energy use and improving flow rates in water and wastewater systems.
- Mechanical protection. External coatings cushion pipes against impact and abrasion during transport and trench installation, preventing damage before the pipe even enters service.
- Lower cathodic protection demand. A well-coated pipe requires far less CP current, reducing the cost of the electrical protection system that runs alongside buried steel pipelines.
Pro Tip: The upfront cost of pipe coating feels significant, but compare it to the cost of a single emergency sewer repair or water main replacement. Pipe lining benefits for homeowners consistently show that proactive coating investment pays back multiple times over the life of the system.
What are special considerations and challenges in pipe coating for different sectors?
Pipe coating requirements vary significantly across residential, commercial, and municipal applications. The fluid being transported, the pipe material, and the surrounding environment each create distinct challenges.
Wastewater and sewer systems
Wastewater pipes face one of the most aggressive environments in infrastructure. Microbial induced corrosion (MIC) can dissolve unprotected concrete wastewater pipes within just a few years. Hydrogen sulfide gas produced by anaerobic bacteria converts to sulfuric acid on wet pipe surfaces, eating through concrete and unprotected steel at a rate that surprises most property owners. Epoxy coatings applied to the internal surface of sewer pipes are the primary defense against MIC. For commercial plumbing systems handling industrial wastewater, commercial pipe coating applications require chemical-resistant formulations that standard residential epoxies cannot match.
Potable water systems
Drinking water pipes carry strict regulatory requirements. Internal coatings for potable water must use 100% solids, solvent-free epoxies to comply with NSF/ANSI 61. Solvent-based coatings can trap residual solvents in the cured film, which then off-gas into the water supply and create taste, odor, and health concerns. NSF/ANSI 61 certification is the baseline standard in the United States for any material that contacts drinking water. Municipalities and homeowners with private wells should verify that any pipe lining product carries this certification before installation.
High-temperature and chemical exposure environments
Industrial pipelines carrying steam, hot process fluids, or aggressive chemicals require specialized coatings that standard epoxy cannot handle. Phenolic epoxy and novolac epoxy formulations resist temperatures above 120°C and withstand concentrated acids and solvents. These products are common in refineries, chemical plants, and food processing facilities. Selecting the wrong coating in these environments leads to premature failure, often within months of installation.
Field repairs and joint coating
Field repairs present the greatest quality control challenge in any coating program. Factory conditions are controlled. Field conditions are not. Wind, humidity, surface contamination, and inconsistent application technique all increase the risk of adhesion failure. Success in field-applied coatings depends on rigorous environmental and technical controls, including dew point monitoring, surface temperature checks, and trained applicators following written procedures. Skipping any of these steps at a single joint can create a corrosion site that compromises an otherwise well-coated pipeline.
Key Takeaways
Pipe coating is the single most effective tool for extending pipeline service life, with properly coated systems routinely lasting more than 50 years across residential, commercial, and municipal applications.
| Point | Details |
|---|---|
| Service life extension | Quality coatings extend pipe life from 10–15 years to over 50 years in harsh conditions. |
| Coating type selection | Match the coating material to the fluid, environment, and pipe material for reliable protection. |
| Application quality control | DFT measurement and AMPP SP0188 spark testing are non-negotiable steps for verifying coating integrity. |
| Potable water compliance | Internal linings for drinking water must meet NSF/ANSI 61 using 100% solids, solvent-free epoxy. |
| Field joint risk | Field joints cause a disproportionate share of failures; rigorous environmental controls at this step are critical. |
Why pipe coating is the infrastructure investment most people overlook
I have seen the consequences of deferred coating decisions more times than I can count. A homeowner replaces a collapsed sewer lateral for $8,000 when a $1,500 lining job five years earlier would have added decades to the same pipe. A municipality patches a corroded water main every two years instead of lining the entire run once. The pattern repeats because pipe coating is invisible. You cannot see it working, so it is easy to treat it as optional.
The part that surprises most people is how much the application quality matters compared to the product choice. Two contractors using the same FBE product on the same pipeline can produce dramatically different results if one skips dew point checks or rushes the surface prep. The coating material gets the credit or the blame, but the real variable is the process. I have watched pipelines fail at field joints that were coated with premium products, simply because the applicator did not wait for surface conditions to stabilize.
The materials science is advancing fast. Newer multi-layer systems and trenchless lining technologies now bring factory-grade protection to existing pipes without excavation. That shift matters enormously for older residential and municipal systems where full replacement is not financially realistic. Investing in proper pipe coating, applied correctly and verified with the right inspection tools, is the most cost-effective infrastructure decision most property owners will ever make.
— John
Trenchlessmaine's pipe coating and lining services for Maine properties
Trenchlessmaine brings professional pipe coating expertise directly to residential, commercial, and municipal clients across Maine, with no excavation required.
Whether your sewer lateral needs an epoxy lining to stop root intrusion and corrosion, or your drains need hydro jetting before a lining application, Trenchlessmaine handles the full process. The team uses CIPP lining methods that apply a durable internal coating to your existing pipe, restoring structural integrity and flow capacity in as little as 24 hours. Results are backed by industry-leading warranties, and the work covers most cities across Maine. Check your address on the Trenchlessmaine service area page to confirm coverage and request a free quote.
FAQ
What is pipe coating used for?
Pipe coating protects the internal and external surfaces of pipes from corrosion, chemical attack, and physical wear. It extends service life, improves flow efficiency, and reduces maintenance costs across water, sewer, oil, and gas systems.
How long does pipe coating last?
High-quality pipe coatings extend service life beyond 50 years, compared to 10–15 years for uncoated pipes in harsh or corrosive conditions. Longevity depends on coating type, application quality, and the pipe's operating environment.
What is FBE coating on a pipeline?
Fusion Bonded Epoxy (FBE) is an electrostatically applied powder coating cured by heat on the pipe surface, forming a chemically bonded, continuous protective film. It requires a dry film thickness of 350–500 microns and is the standard external coating for steel transmission pipelines.
Does pipe coating comply with drinking water standards?
Internal coatings for potable water must comply with NSF/ANSI 61, which requires 100% solids, solvent-free epoxy formulations. Solvent-based products can contaminate drinking water through off-gassing and are not permitted in potable water applications.
How do inspectors check pipe coating quality?
Inspectors use high-voltage spark testing under AMPP SP0188 to detect microscopic defects called holidays that visual inspection cannot find. They also measure dry film thickness with calibrated gauges to confirm the coating meets specification at every point along the pipe.